加工方法
齿轮齿条加工方法:(1)滚齿(2)插齿(3)剃齿(4)磨齿(5)珩齿。
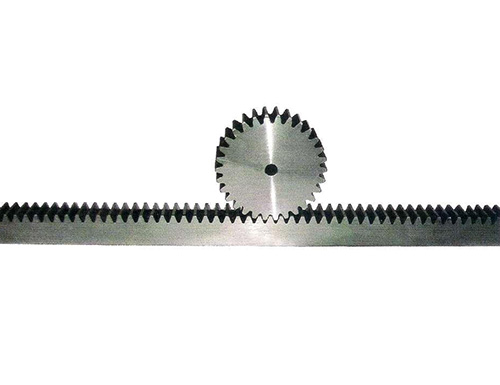
滚齿
用齿轮滚刀按展成法加工齿轮、蜗轮等的齿面。
在滚齿机上用齿轮滚刀加工齿轮的原理,相当于一对螺旋齿轮啮合的原理。
滚刀实质上是一个螺旋角很大的螺旋齿轮,因为齿数很少(单头滚刀齿数K=1),牙齿又很长,可以绕轴线很多圈,所以成了一个螺旋升角很小的蜗杆——滚刀基本蜗杆。经过开槽和铲齿后,这个蜗杆便成为具有切削刃和前、后角的齿轮滚刀了。
齿轮滚刀和被加工齿轮的展成运动,当滚刀旋转时,相当于一个齿条在轴向移动,这个移动就相当于假想齿条与被加工齿轮的啮合运动,因此滚刀和被加工齿轮之间有下列要求:
(1)滚刀的法向模数mn刀和法向齿形角αon刀应与被加工齿轮的相应参数相等。
(2)滚刀和被加工齿轮必须严格保持一对螺旋齿轮啮合的运动关系,即:
式中n刀——滚刀每分钟转速;
n工——工件每分钟转速;
z工——工件的齿数;
K——滚刀的头数。